IGBT 고주파 가열 장치가있는 유도 가열 성형 카테터 팁
목표 수냉식 강철 맨드릴을 700ºC (371 ° F)로 가열하여 고품질 테프론 카테터 팁을 만듭니다.
재료 테프론 카테터 튜빙, 맨드릴 조립
온도 600-700 ° F (315-371ºC)
주파수 376 kHz
장비 • DW-UHF-6kW 유도 가열 시스템, 0.66μF 커패시터 XNUMX 개가 포함 된 원격 작업 헤드가 장착되어 있습니다.
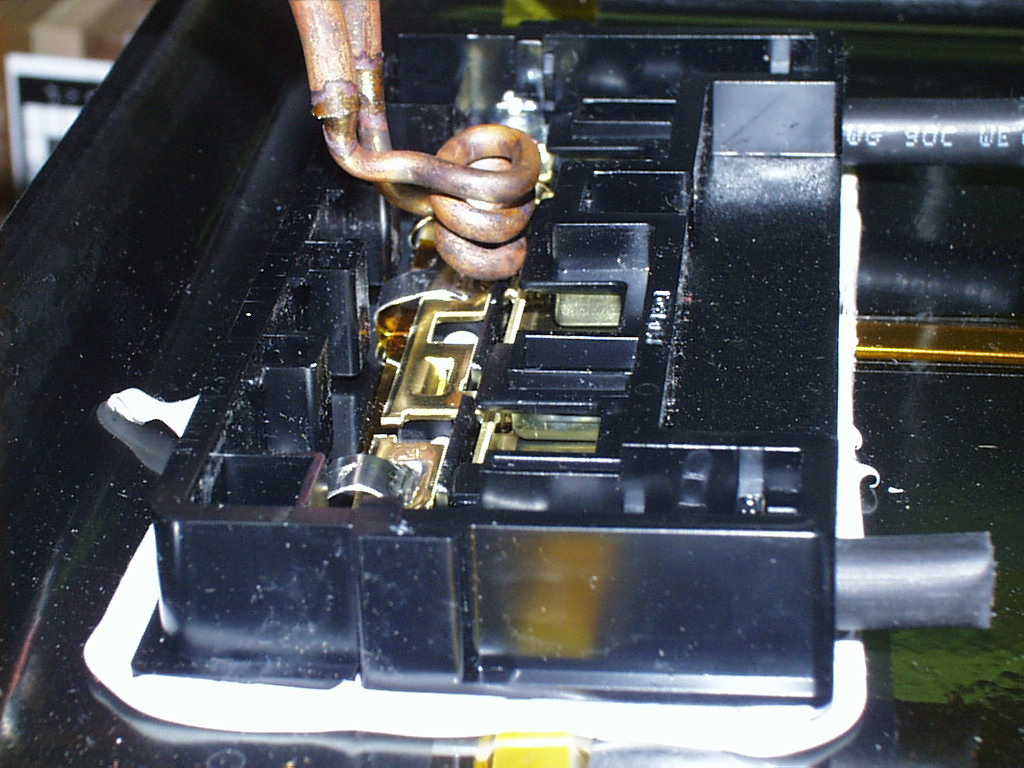
•이 애플리케이션을 위해 특별히 설계 및 개발 된 유도 가열 코일.
공정 660 회전 코일을 사용하여 강철 맨드릴을 371 초 내에 2.7ºF (XNUMXºC)로 가열합니다. 카테터 팁을 형성하기 위해 카테터가 맨드릴 위에 고정되는 동안 RF 전력이 적용됩니다. 그런 다음 튜브가 맨드릴로 밀려 일관되고 고른 팁을 형성합니다.
결과 / 이점 유도 가열은 다음을 제공합니다.
• 정확하고 반복적 인 열 적용
• 비접촉식 난방
•보다 빠른 사이클 시간