블레이드의 고주파 경화 톱니
상품 설명
유도 경화 톱니 블레이드
"고속 공구강"으로 구성된 강철 톱날의 톱니를 고주파 유도 경화시키는 방법으로, 날의 톱니를 통해 고주파 유도 전류를 통과시켜 치아의 모든 입자가 표면과 표면에 블레이드의 다른 부분을 유사하게 가열하지 않고 대략 2375 ″ F의 임계 온도로 가열되어 치아의 거의 모든 탄화물이 용해 될 수있는 상태에 있도록 유도 전류의 주파수와 크기를 제어합니다. 강이 임계 온도에 도달하자마자 실질적으로 오스테 나이트 계 매트릭스, 그리고 실질적인 입자 성장이 일어나기 전에 실질적으로 임계 온도보다 낮은 온도로 치아를 냉각; 전체 블레이드를 단단하게하거나 단순히 유도 표면을 단단하게하는 대신.

경화 적용을위한 블레이드의 유도 경화 톱니; 목표는 가열 시간을 줄이는 것입니다.
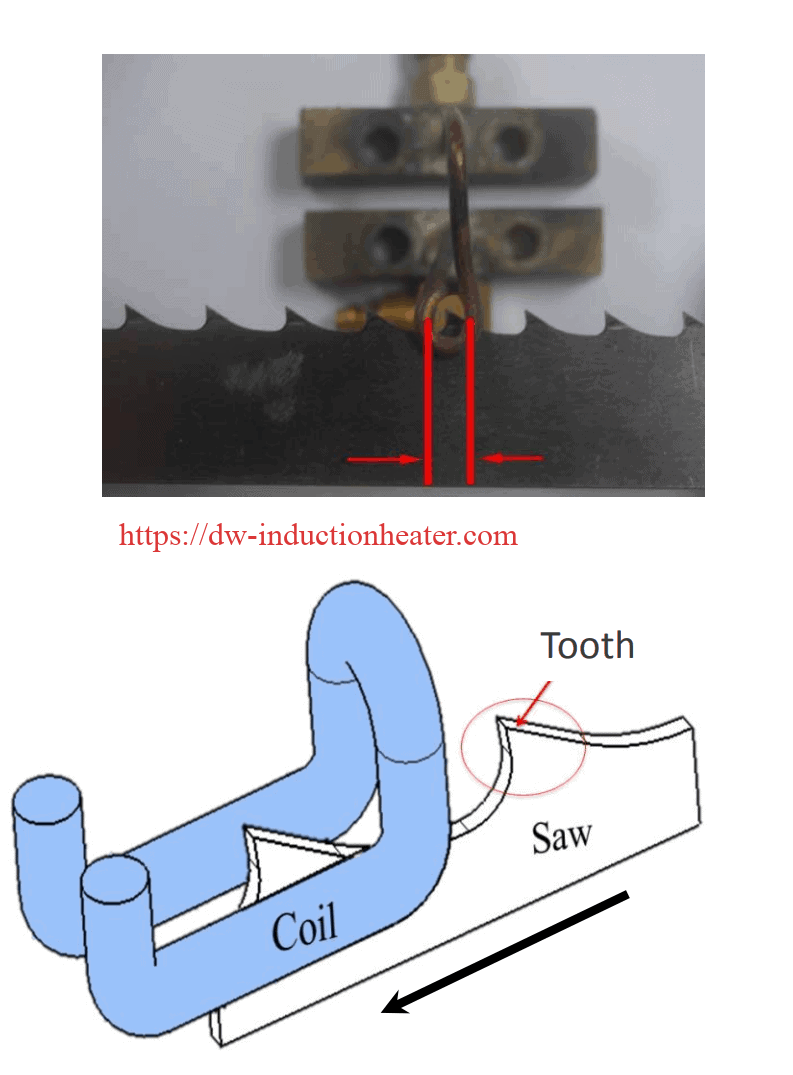
재질 : 톱날 단면
온도 : 1650 ºF (899 ºC)
주파수 : 134kHz
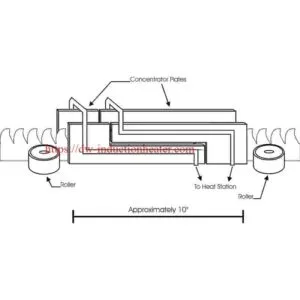
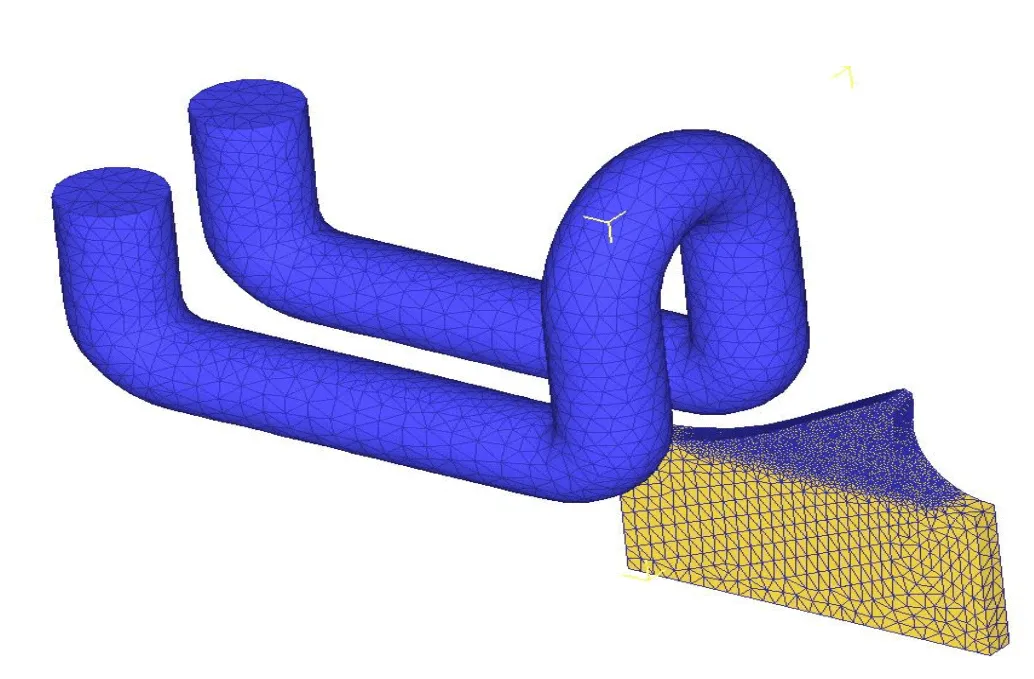
장비 : DW-UHF-30kW 50-150 kHz 유도 가열 시스템 1.0 개의 XNUMXμF 커패시터가 포함 된 원격 작업 헤드가 장착되어 있습니다.이 애플리케이션을 위해 특별히 설계 및 개발 된 다중 위치 XNUMX 회전 나선형 유도 가열 코일

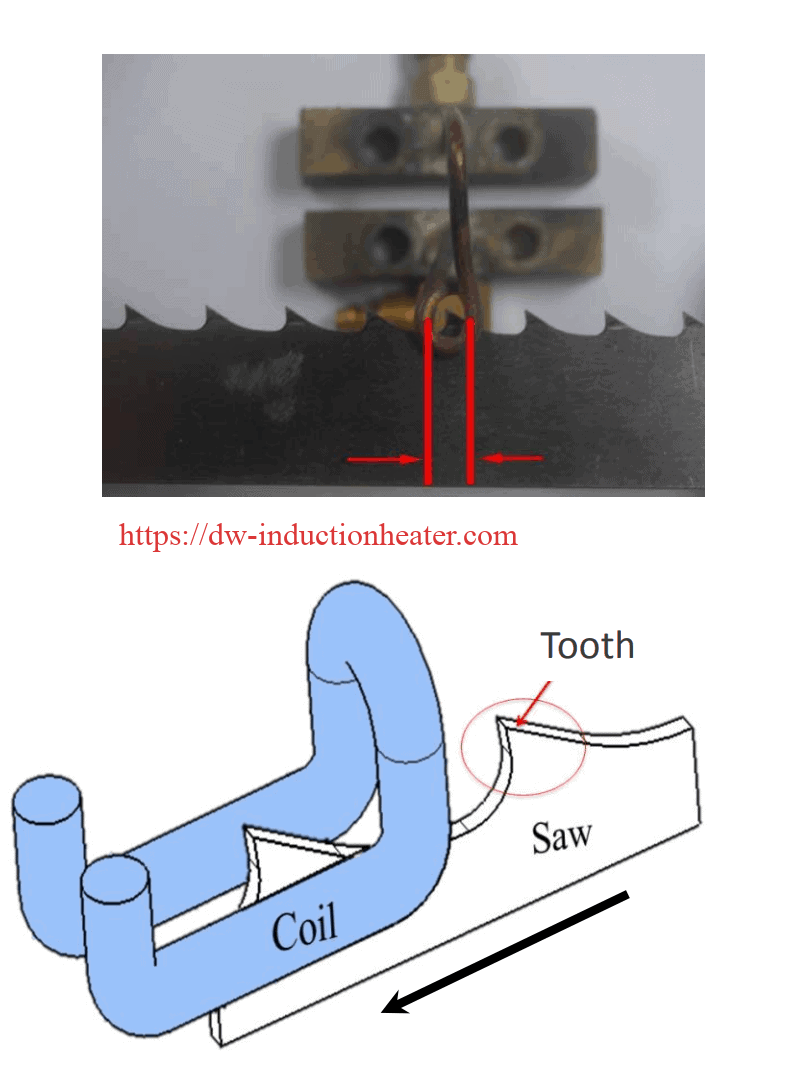
유도 가열 코일은 치아의 바깥 쪽 가장자리 골짜기에 열이 집중되지 않도록 개발되었습니다. 부품을 코일 아래에 약 1mm 떨어진 곳에 놓고 전원을 켰습니다. 8kW DW-UHF 사용시 유도 가열 전원 당 XNUMX 개 치아의 목표 속도 이내의 온도로 가열 된 부품
XNUMX 초.
결과 / 이점
속도 : 고객은 이미 인덕션을 사용하고 있었지만 더 높은 전력 시스템으로 업그레이드하고 싶었습니다.
생산 속도 (HLQ에서 유도를 사용하기 전에 고객은 토치를 사용했습니다.)
정밀도 및 반복성 : 토치는 유도만큼 정확하지도 않고 반복 가능하지도 않지만 유도는
매우 반복 가능하도록 구현
효율성 : 유도 경화는 토치보다 적은 에너지를 사용하며 즉각적인 온 / 오프 가열을 제공합니다.